
(フットベットとは?についてはこちらを参照してください
現在私が働いている会社での制作方法を紹介します。
会社によってやり方は様々ですので、あくまで一例として。
マテリアルを温める
ラストから外れないようにプレートに数カ所接着剤を付け、プレートをオーブンに入れ、メーカー指定の温度と時間で温めます(約7分)。
Vacuthermで吸引
(Vacthermの全体像は『仮合わせ/中間コントロール』に載せているのでここでは割愛します)
ラストをVacuthermにセットし、温まったマテリアルをのせて吸引します。↓↓

吸引したままの状態で冷めるのを待ちます(約15分)↓↓

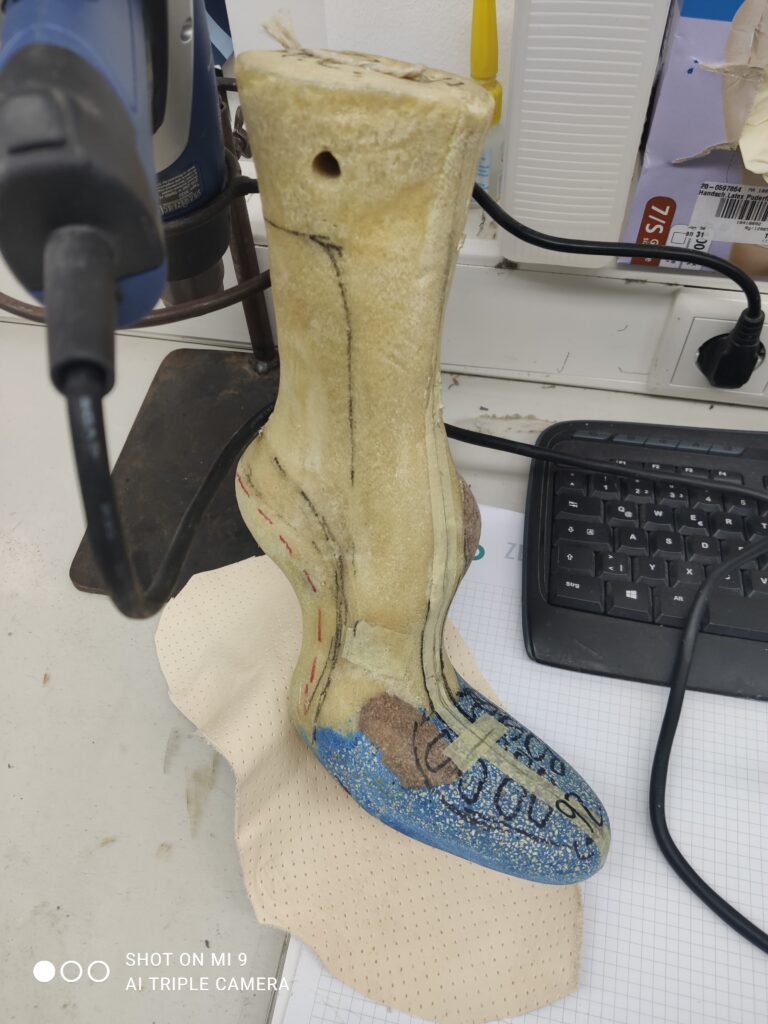
削る・成形
Vacthermから取り出し、グラインダーで削って成形していきます。

整形靴では、フットベットにローリングソールを施すのがスタンダードです。

症状に合わせてフットベットの厚みや高さを変えたりします。
例えば、脚長差補正のために、片方のフットベットの底を厚くして調整したり、足の変形による重心線のズレを補助したりします。
以下ほんの数例↓↓



フットベットの役割は足の矯正や安定、履き心地の良さを与えることや圧力分散などの他に、
「見た目を整える」
ということもできるので、靴の見た目を大きく左右するものでもあります。
分厚くすれば基本的にコンフォート性は上がりソールはローリングしやすくなりますが、靴が大きく、重たく、不格好になってしまいます。
でも、薄くしすぎると後で調整が難しくなったり、クッション性が現象したりしますし、
サイドを細く絞ってしまうと、安定性が不十分になったりと、症状と見た目のさじ加減が難しいところです。
(おまけ)熱変性マテリアル以前のフットベットの作り方
熱変性のマテリアルが主流になる以前は、革。
敷き革を直接ラストに釣り込んで、その上にマテリアルを積んでいきます。
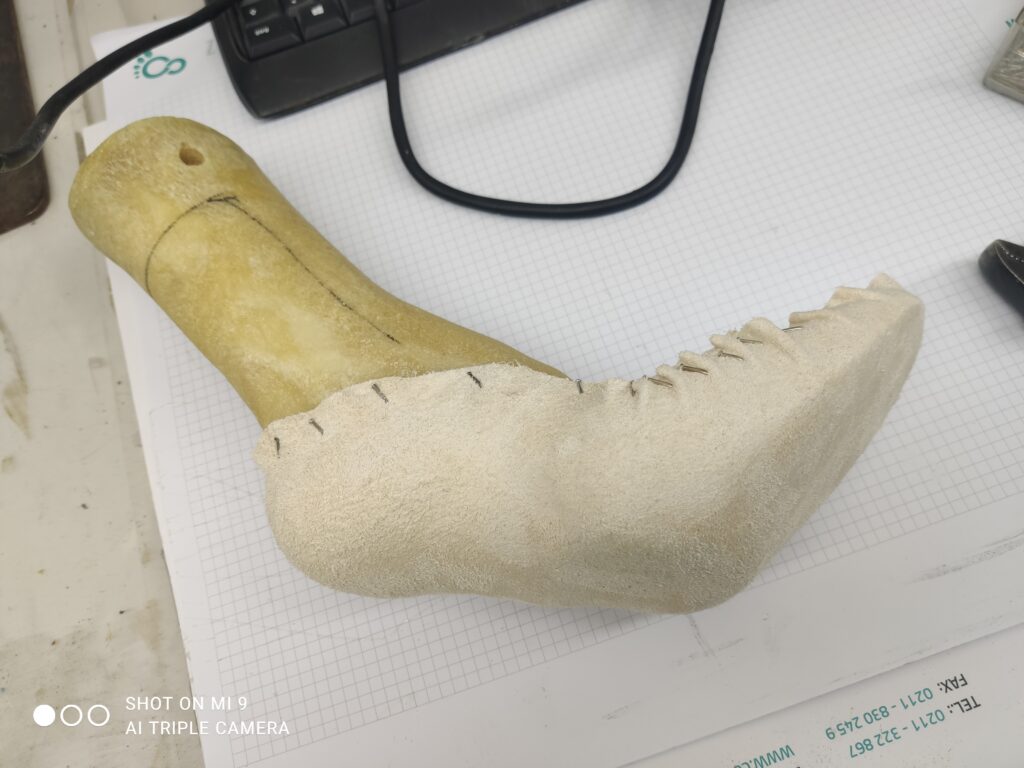
基本的な構造は熱変性マテリアルと一緒で、
敷革→柔らかいマテリアル→硬いマテリアル
の順に積み上げていきます。
もっと硬い革(Walkleder)を水を濡らしてラストに上の写真のように成型し、乾かしてからコルクなどのマテリアルを積んでフットベットを作る、という方法もあります。
どちらも、コスト(材料費・時間)の関係で主流ではなくなってしまいました。
私は職業訓練生の時にやってました。
アッパーを釣り込む前の良い練習になったなぁと思うので、なくなってしまって残念。


コメント